日本語
|


ステンレス鋼の直線溶接パイプECN1002 / EFN1002のオンライン渦電流試験システム
プロジェクトの概要
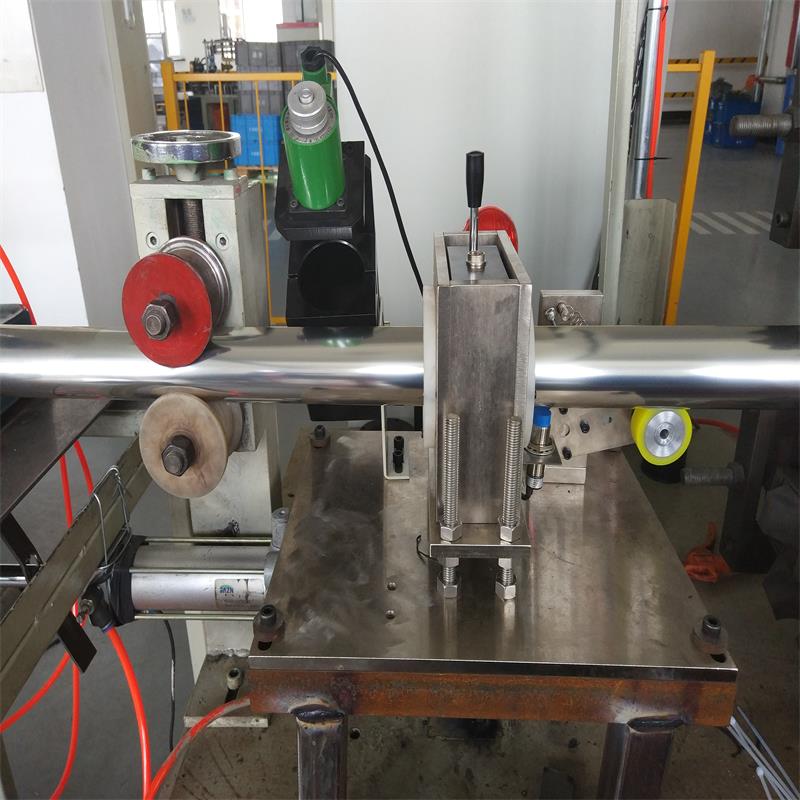
◆お客様はステンレス鋼のストレートシーム溶接パイプを製造しています。オンライン渦電流自動探傷システムが溶接パイプ機械に設置されています。
◆ アルゴンアーク溶接/プラズマ溶接の特性:この溶接方法は、主にステンレス鋼およびチタン合金の縦溶接パイプに使用されます。一般的な溶接速度は遅い(0.52-10m / min)。
◆ 通常の渦電流オンライン探傷器の最適な検出速度は > 5m /分超低速渦電流探傷器は、アルゴンアーク溶接/プラズマ溶接の低速オンライン検出の問題を本当に解決します。最低検出速度は0.5 m / minです。検出感度と性能とノイズの比率は、関連する国家基準を超えています。
◆ スルータイプ/サドルタイプ検出のオプション:φ0-40の仕様では、スルータイプ検出を使用することをお勧めします。利点は、溶接とパイプ本体を検出できることです。欠点は、各仕様にプローブとガイドスリーブを装備する必要があることです。 > φ40はサドルプローブを提案しました。プローブは幅広い仕様をカバーでき、特定の範囲の仕様はプローブを交換する必要がありません。溶接位置の欠陥のみを検出できます。
◆ 正方形および特殊な形状のチューブの検出には、主に型が使用されます。
ワーク情報の検出
検出オブジェクト名
ステンレス鋼のまっすぐな溶接された管、円形の管
素材 ステンレス鋼(2、3シリーズなど)
寸法仕様 0-40
溶接幅 ≈0-5mm、5 mmの溶接角度偏差は許容範囲
長さ 欠陥の検出後の長さ、フライングソー切断パイプまたはコイルのオンライン欠陥検出
曲げ程度 1.5mm / m(検出ステーションの)
円形度 円形チューブ≦0.1mm
粗さ パイプ壁と溶接(バリあり)≦3.2
硬度 もっと強く
オンライン速度 溶接速度:0.50≦750m / min (機器検出速度:0.52-750m / min)
検出部温度 80-100°Cまたは常温
検出要件と 精度基準
検出のエグゼクティブスタンダード
標準の数 標準の名前 グレード
GB / T 14480-2015 非破壊検査機器 エディ C 急いで T エスティング E 装置 /
GB / T 7735-2016 シームレス鋼管と溶接鋼管の自動渦電流試験 最高級
(サブマージアーク溶接を除く)欠陥
システムの技術的パラメーター
システムの名前:ステンレス鋼のまっすぐな溶接された管のためのオンライン渦電流の試験システム
タイプ:ECN / EFN1002
検出方法:オンラインサドルデュアルチャネル渦電流検出
制御モード:自動+手動
機器とプローブ:渦電流機器。デュアルチャネルデジタル高知能渦電流探傷器およびプローブ
検出プラットフォーム:独自に開発されたコア検出プラットフォーム
検出操作の簡単な紹介:
テスト要件に従って、探傷器の技術的パラメーターと標準サンプルを調整します。
ワークの仕様に従ってプローブとプローブの位置を調整します。
探傷システムは、ワーク、アラーム、マークを検出します。
アラームに応じて溶接装置(金型、溶接継手)を調整します。
データの記録、保存、分析は、欠陥検出ホストによって実行されます。
欠陥検出レポートを自動的に作成します。
システムの重要なパラメーター
名 技術的パラメータ 備考
エンドブラインドエリア ≦50m テスト速度に依存
安定 16時間後≦2dB 試験サンプル
ジェット印刷の精度 ±50mm 試験サンプル
省略判定率 0% 試験サンプル
誤報率 ≦2% 試験サンプル
テストスピード 0.50≦750m /分 応じて 顧客の 溶接速度、
アルゴンアーク溶接 調整されます に応じて 最高速度は750m / minに達することができます
顧客の溶接速度に。 (このプロジェクトはステンレス鋼アルゴンです
アーク 溶接、速度は もっとゆっくり)
スルー型渦電流試験の原理
渦電流検出とは、交流電流でコイルに導体を近づけることで交流磁場を確立することです(プローブと呼ばれます)。交番磁場は導体を通過し、電磁誘導により導体に渦電流を発生させます。導体内の渦電流も独自の磁場を生成します。

名前: Cynthia
会社の電話番号: +86 18121053868
Eメール: お問い合わせ
携帯電話: +86 15062667823
ウェブサイト: wehans.b2bjp.com
住所: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.

































 ユーザーログイン
ユーザーログイン