日本語
|
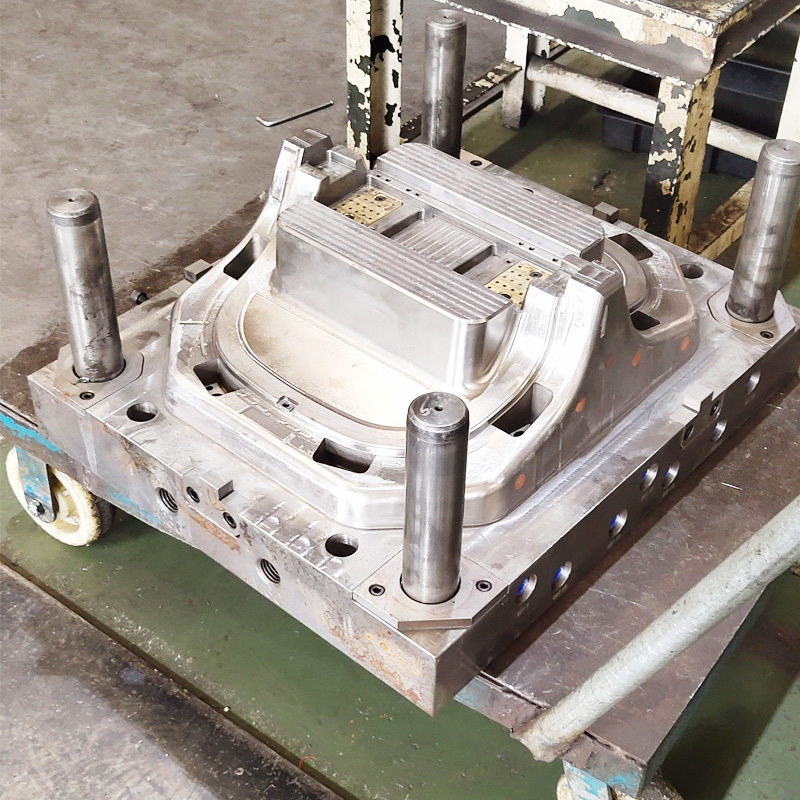
i jox成形はプラスチック産業の最大のセグメントであり、熱可塑性および熱硬化性プラスチック材料の両方に一般的に使用されています。材料はバレルに供給されますe。往復動またはRAMインジェクタは、材料を金型キャビティに固定し、かつ材料を強制する。最も一般的なプロセスである熱可塑性射出成形の場合、部品は金型内で冷たくて硬化します。プロセッサが高いメルトポイントを持つ樹脂で動作することができるように高温に耐えることができます。
-吸着モールド、型はポリマー粉末で満たされる。次いで、加熱された型を2つの垂直軸上で回転させ、その結果、粉末が金型の内部全体に付着する。それが回転し続けるにつれて、金型は最終的に冷却されそして除去され、最終的には除去され、偶数\\膨大な中空部品を形成する。形状。冷却されると、部分は金型から取り除かれます。硬化と呼ばれる加熱プロセスは、最終製品がその完全性と形状を維持するのを助けます。
steelは常に金型の有効な金属であることが示されています。それは耐久性があり、金型の形状に変化することなく高い熱と圧力を扱うことができ、それは同じ金型から何百万もの部品に使用することができます。スチール型はさびなしで要素に耐え、各製品に良好な仕上がりを提供します。 unlikeアルミ製、スチール型を容易に維持することができます。しかし、鋼の強みもその弱点です。スチール型は急速に冷却されず、より長い製造時間を引き起こし、それらはしばしば部品の縮小や反りに貢献することができます。それは金型製造業の好ましい材料のままです。
職名: Sales Manager
部門: Sales Department
会社の電話番号: +86 13430862828
Eメール: お問い合わせ
携帯電話: +86 13430862828
ウェブサイト: billow.b2bjp.com
住所: No. 11 Gaoxin East Road, High-tech Zone ,Jiangmen City,Guangdong ,China

































 ユーザーログイン
ユーザーログイン