日本語
|
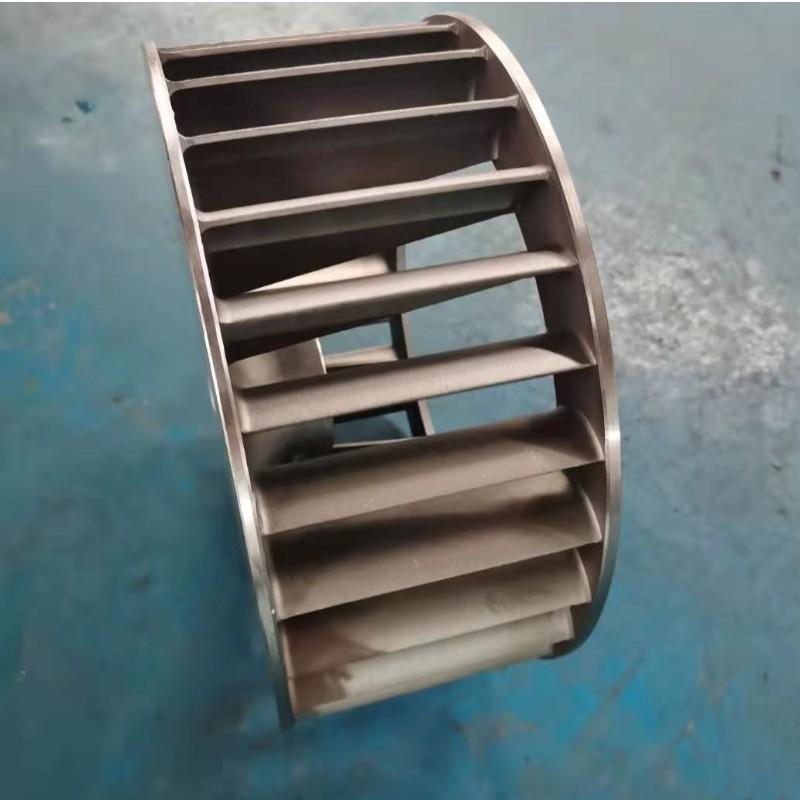
投資鋳造 高温性能を達成するための新しい刃合金の開発は,合金加工において平行な発展を必要とした。1940年代以前には、ガスタービンエンジンブレードは 冷間鍛造による鉄基合金1940年代と1950年代には、エンジン・ブレードを製造するために、投資鋳造と真空溶融が導入されました。1970年代には方向性凝固(ds)プロセスが発明され,ブレードの熱性能に大きな進歩をもたらした。粒界は著しく減少した と クリスタルは 遠心応力方向に整列した。DS鋳造プロセスに基づいて、単結晶(SX) 翼は、高角度の粒界から解放され、したがって、タービン翼の融点を劇的に増加させた。現在まで、エンジンのすべての現代のトレント家族は、単結晶材料を取り入れます。 最近では、タービン翼は複雑な形状と複雑なチャンネルで設計されており、複雑なチャネルが内部でより涼しい気流を許容する and 沿って the ブレード 中 操作。 したがって、 タービン コンポーネント are 通常 生産 投資鋳造によって。
インベストメント鋳造法(ロストワックス鋳造とも呼ばれる)は以下のステップを含む。
1 .鋳造の構成要素は、金属モールドに溶融ワックスを注入することにより製造される。必要に応じて(例えば、タービンブレードの冷却通路の場合)、セラミックコアは、鋳物のための複雑なホロウに金型に予め固定することができる。ワックスパターンは、1つのキャスティングでいくつかの刃を生産できるように、クラスタで集められることができます。
2 .次に、ワックスモールドを浸漬する ジルコン(ZrSiO 4)、アルミナ(Al 2 O 3)、シリカ(SiO 2)の結合剤と混合物からなるセラミックススラリーには、上記材料のより大きな粒子を形成する。この工程は、溶融金属を受ける機械的衝撃に耐えるためにシェル厚が厚くなるまで数回繰り返される必要がある。
3 .シェルが造られたあと、ワックスはオートクレーブまたは炉で除去されます。
4 .次いで、セラミック金型を高温に焼成し、その強度を強化し、溶融超合金を受け取る準備をする。
5 .鋳造が終了すると、投資シェルがノックアウトされ、セラミックコアが高圧オートクレーブを用いて化学的手段によって浸出される。

会社の電話番号: +86 021-5995 8756
Eメール: お問い合わせ
携帯電話: +86 17717022732
ウェブサイト: condlycasting.b2bjp.com
住所: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 ユーザーログイン
ユーザーログイン